



Deluje da priče o smanjenju troškova proizvodnje i želja za postizanjem što veće efektivnosti opreme nikada nisu bile aktuelnije nego tokom pandemije virusa COVID19 koja ostavlja dubok trag u industriji, poručuju iz domaće kompanije Tecor Consulting. Mnoge kompanije pokušavaju da pronađu načine da ostvare uštede i uz što manje troškove kreiraju vrednost za korisnika. Potreba koja se javila je da se nivo zaliha, a samim tim i zarobljena sredstva u njima, smanji i da se proizvodi samo ono što je moguće prodati. Zbog nedovoljne fleksibilnosti proizvodnje i visokih troškova zamene alata pribegavalo se pristupu proizvodnje većih serija i stvaranju zaliha koje sada predstavljaju dodatno breme.
Fabrike poput Mitsubishi Heavy Industries, Toyota Motor i Toyo Kogyo Mazda su još sredinom prošlog veka uočile prostor za unapređenje procesa zamene alata kako bi postigle veću iskorišćenost opreme, ostvarile veći učinak, dodatne uštede i što je najbitnije povećale fleksibilost proizvodnje. Skraćenje vremena zamene omogućava brži prelazak na nove proizvodne naloge, a samim tim i mogućnost da se proizvodi isključivo količina koja je potrebna. Najčešće se vremena zamene tretiraju kao nužno zlo i planirani zastoj, često se isključuju iz kalkulacije sveukupne efektivnosti opreme, a zapravo se guraju pod tepih ogromni troškovi vremena koji se kreću u rasponu od nekoliko sati do nekoliko smena. Potencijal za unapređenje koje ovo vreme nosi je ogroman i prateći pricipe SMED (Single-digit Minute Excange Of a Die) metode moguće je na sistematičan način doći do ušteda i fleksibilnije proizvodnje.
„Besmisleno je tačno izračunavanje veličine serije ako se umesto toga vreme podešavanja može smanjiti na neznatan deo“ govorio je Shigeo Shingo, veliki guru Kaizena koji se smatra ocem SMED metodologije. On je davne 1970. godine sistematizovao celu metodu u 8 koraka koje treba slediti da bi se došlo do unapređenja:
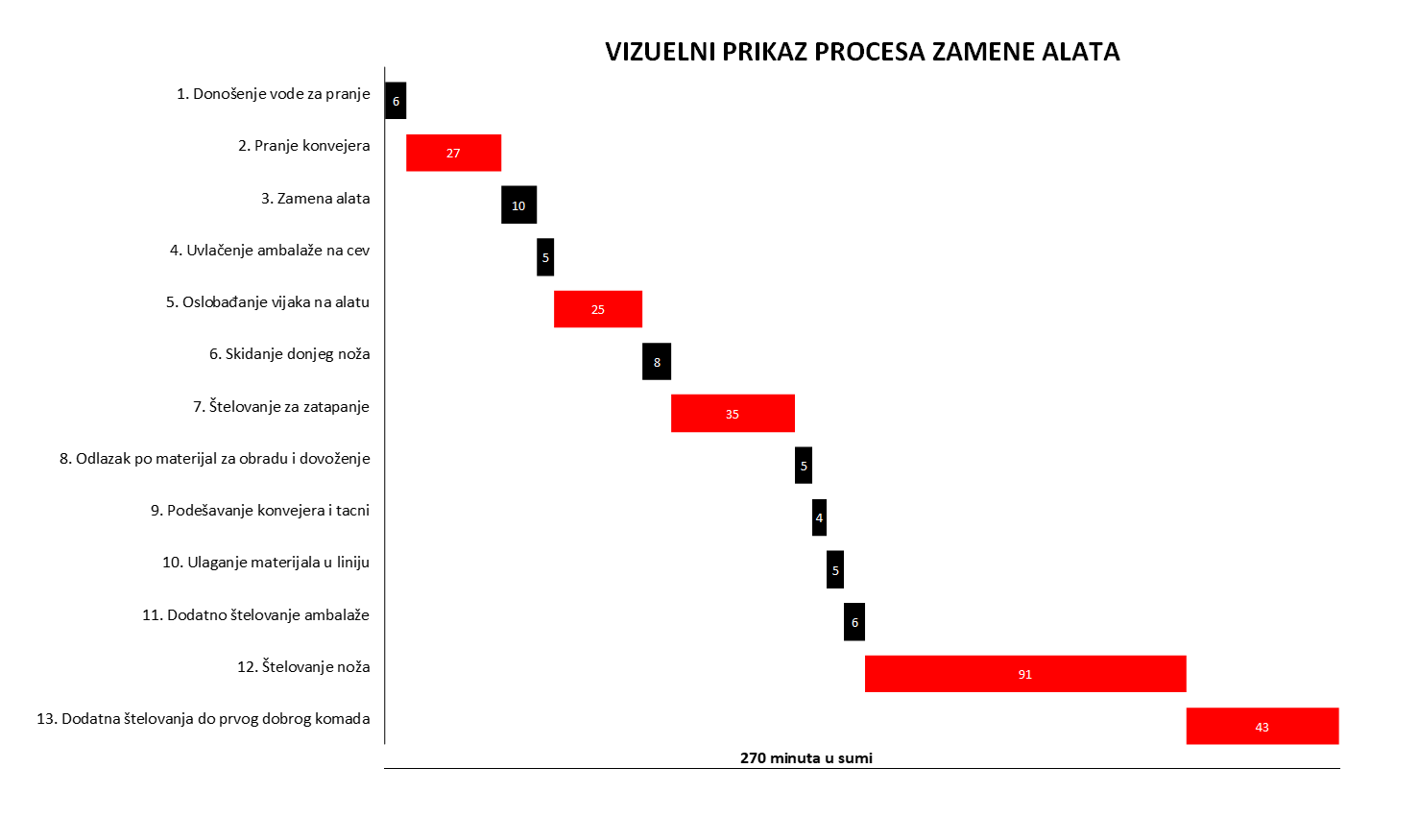
Razdvajanje internih od eksternih aktivnosti – U prvom koraku je neophodno izvršiti detaljnu analizu procesnih koraka tj. podeliti celokupni proces zamene alata na pojedinačne aktivnosti i izmeriti njihovo trajanje. Ovim merenjem možemo sagledati celokupni tok procesa i kvantifikovati trajanje aktivnosti kako bismo potencijalna unapređenje mogli dokazati i matematički. Ovako generisani podaci su idealni za vizuelno predstavljanje koje nam može dodatno pomoći za identifikaciju prostora za unapređenje. Sve aktivnosti zamene je potrebno podeliti u dve grupe tj. na interne (one koje se mogu izvoditi samo onda kada mašina miruje) i eksterne (one koje se mogu izvoditi u toku rada mašine).
Pretvaranje internih u eksterne aktivnosti – Najčešći slučaj u praksi je da prva aktivnost zamene alata bude gašenje mašine i iz tog razloga interne aktivnosti obuhvate donošenje novog alata, prikupljanje ručnog alata potrebnog za zamenu, rasklanjanje starog alata i celokupnog radnog mesta nakon zamene. Pretvaranje internih u eksterne aktivnosti prvenstveno treba da reši ovaj izazov, da se za vreme rada mašine izvrši temeljna priprema alata (novog alata i ručnog) i poređa redosledom kojim će se koristiti. Sav ostali materijal i sve što je neophodno za proces zamene treba biti optimalno organizovano što se može postići korišćenjem principa najrasprostranjenije lean metode – 5S. Ovo jednostavno pretvaranje internih u eksterne aktivnosti često donosi skraćenje vremena zamene do 30%, a nekad je procenat znatno veći. Pretvaranje internih u eksterne aktivnosti može da predstavlja i zagrevanje kalupa za livenje pod pritiskom pre zamene kako bi se izbeglo probno livenje ili korišenje rezervnog seta univerzalnih delova koji se koriste na svakom alatu, a koji zahtevaju čišćenje tokom zamene u prehrambenoj industriji.
Funkcionalna standardizacija – Da li je moguće standardizacijom unaprediti neku od aktivnosti zamene? Često se prilikom zamene alata mogu uočiti suvišne aktivnosti zbog nedostatka standarda nekih od delova alata. Posebnu pažnju treba obratiti na dimenzije alata koje su vezane za stezanje alata ili priključivanje na sisteme koji pokreću alat. Kao primer u prvom slučaju možemo primeniti standardizaciju podmetača alata, a drugom standardizaciju dimenzija priključaka na hidraulični sistem.
Funkcionalni pribor za stezanje – Za veliki broj kompanija vijak je jedini stezni element i u širokom luku izbegavaju sve alternative. Ako uzmemo u obzir da jedino poslednji zaokret navrtke obezbeđuje stezanje, a da su svi prethodni rasipanje definitivno postoji prostor da se proces unapredi korišćenjem nekog od alternativnih rešenja. U zavisnosti od veličine i pravca delovanja sila mogu se primeniti kleme, klinovi, opruge, klizajući podešivači i mnoga druga rešenja koja najčešće ne zahtevaju velika dodatna ulaganja, a vreme oslobađanja i stezanja alata mogu skratiti mnogostruko. Sjajan primer je korišćenje podmetača U tipa i otvora u obliku ključaonice kako bi se izbeglo skidanje navrtke sa vijka pri oslobađanju i stezanju alata.
Upotreba prethodno podešenih stega – Ovaj korak nalazi posebnu primenu u procesima mašinske obrade gde se uz izradu identičnih steznih uređaja naredni komad za obradu može pozicionirati i pripremiti dok mašina obrađuje prvi komad. Nakon završetka procesa obrade prvog komada dovoljno je izvršiti zamenu kompletnog steznog uređaja kako bi se odmah započeo proces obrade narednog komada. Isti princip se može primeniti kod zamenskih stolova na CNC sečenju materijala ili rotirajućeg stola na robotskom zavarivanju.
Paralelne operacije – Koliko radnika izvodi zamenu alata? Analize procesa zamene mogu pokazati da radnik prilikom procesa zamene alata ima previše kretanja, da izvodi aktivnosti sa svih strana mašine i dobar deo vremena potroši kružeći oko iste. Praksa je pokazala da uvođenje dodatnog operatera i uvođenje paralelnih operacija može da dovede do skraćenja vremena često većeg od 50%. Kako bi se prevazišao prevelik trošak dodatnih radnika na svakoj mašini najčešće se pribegava jednom dodatnom radniku u pogonu koji će biti pomoć pri zamenama alata na svim mašinama.
Eliminisanje podešavanja – Veliki procenat trajanja zamene alata rezervisan je za aktivnosti podešavanja novog alata. Često se podešavanje pretvara u pomeranje alata levo-desno ili napred-nazad par milimetara sve dok se ne pronađe idealna pozicija. Unapređenje ovog segmenta procesa zamene se može ostvariti smanjenjem ili potpunom eliminacijom podešavanja korišćenjem graničnika, klinova, odstojnika ili podesivih mernih skala kako bi pozicioniranje alata bilo omogućeno isključivo na idealnu poziciju. Ovim se aktivnosti podešavanja pretaču u jednokratnu aktivnost pozicioniranja i ostvaruju dodatne uštede u vremenu i energiji koja je potrebna za ovu aktivnost.
Mehanizacija – Principe SMED metode nikako ne smemo poistovetiti sa mehanizacijom i automatizacijom procesa zamene. Kontinuirano unapređenje procesa izvođenjem prvih sedam koraka u najvećem broju slučajeva će dovesti do značajnog smanjenja vremena zamene. U zavisnosti od potreba kompanije i prioriteta mehanizacija može doći u obzir, ali treba biti oprezan i pažljivo razmotriti opravdanost iste. Kako bismo napravili pogodno tle za mehanizaciju procesa zamene moramo se detaljno posvetiti koracima pre nje i iscrpeti sve mogućnosti i skrivene potencijale.
Principi ovog Lean alata napravili su revoluciju u čitavoj automobilskoj industriji, a nakon nje su se proširili na ostale grane industije. Primena principa na procesu zamene alata se podjednako efikasno može preneti i na proces zamene materijala za obradu naročito kod materijala većih masa i dimezija. Suština SMED-a je u timskom radu, treningu i dobroj pripremi, prilagođenoj opremi za rad i što kraćem vremenu za ponovno pokretanje mašine. Investirajte vreme u analizu procesa zamene i uključite zaposlene u sprovođenje unapređenja jer oni najbolje poznaju proces koji svakodnevno izvode.
Više o SMED metodi možete čuti na Tecor Consulting besplatnoj online radionici koja će se održati 24.02.2021. u 18.30. Prijavu možete izvršiti slanjem maila na ovu mejl adresu.
Tekst napisao: Uglješa Bogdanović, Senior konsultant i profesionalni trener






{kind=link}